
Лазерная декапсуляция - новая технология для анализа отказов в микроэлектронике
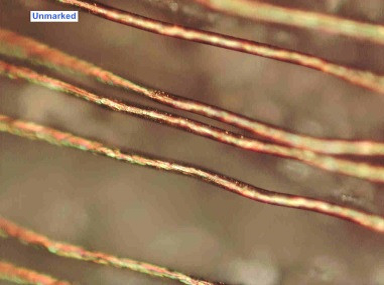
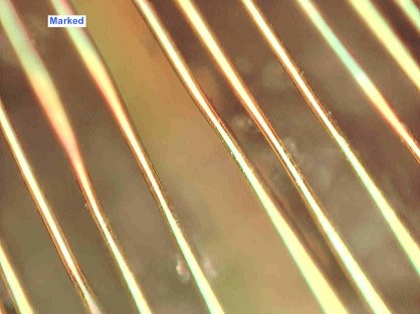
В настоящий момент лазерная декапсуляция перешла из разряда новых технологий для анализа отказов в разряд рутинных процедур в большинстве лабораторий, но в это же время процесс производства интегральных схем серьезным образом изменился. Сильно изменились материалы, из которых состоит компаунд корпусов элементной базы, включения становятся все больше, все больше применяется технология с использованием гелевых материалов. В то же время соединительные провода становятся все меньше и тоньше, на замену золоту пришла медь. Все эти изменения породили ряд непреодолимых проблем для традиционной химической декапсуляции, при которой повреждаются медные провода, трудно удаляются крупные включения, невозможно снять компаунды гелевого типа.
Для технологии лазерной декапсуляции решение всех этих проблем не представляет труда, хотя комбинации этих факторов всё же создают определенные сложности.


Перед лазерами, которые обычно используются для декапсуляции, стоит двойная дилемма: с одной стороны, для удаления крупных включений и тугоплавких соединений нужна высокая энергия самого лазера, с другой стороны, медные соединительные провода очень восприимчивы к действию лазерного излучения высокой энергии, что приводит к их повреждению.
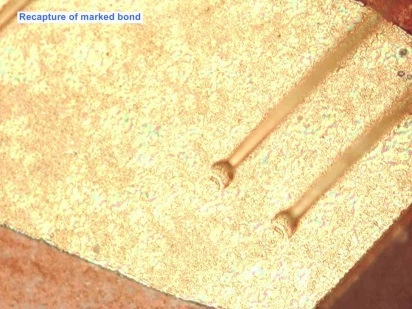
Таким образом, вносится некая неопределенность: становится трудным сказать, были ли повреждения получены до начала декапсуляции, или некоторые из них явились непосредственно результатом самого процесса лазерной декапсуляции. Существуют методы коррекции процесса, чтобы снизить количество привносимых повреждений, но они требуют большего времени и высокой квалификации оператора. Очевидным решением проблемы является создание лазерной системы декапсуляции, которая не вносит изменений в интегральную схему в процессе работы. Другими словами, необходимо получить лазер с такими характеристиками, чтобы, с одной стороны, удалять сложные компаунды, что требует высокой энергии, а с другой стороны, чтобы лазерное излучение не повреждало тонких соединительных проводов. Чтобы понять, как это возможно, нам придется немного поговорить о лазерах и их характеристиках с точки зрения физики процесса.
Есть несколько фундаментальных характеристик лазера, которые говорят о том, как лазерное излучение будет взаимодействовать с тем или иным материалом.
- Первая такая характеристика - это длина волны лазерного излучения: различные материалы по-разному взаимодействуют с излучением на разных длинах волн. В случае интегральных схем лазерное излучение с длиной волны 1064 нм прекрасно поглощается материалом компаунда и отражается от металлических составляющих схемы, что нам прекрасно подходит.

- Вторая характеристика - это ширина импульса. Обычно, чем короче импульс, тем мощнее нарастает энергия в рамках каждого импульса. Как правило, чем короче импульс при постоянной энергии импульса, тем больше эффективность удаления материала компаунда. В случае, когда мы имеем дело с лазерами, «больше энергии» не значит «лучше». Следовательно, основной задачей является подбор характеристик лазера (длина волны, ширина пика, мощность) таким образом, чтобы он эффективно удалял материал компаунда корпуса ИС, при этом не повреждая тонкие металлические провода.


- Следующая характеристика - это ширина полосы лазерного излучения, это энергетическое распределение лазерного излучения, идеальный лазерный луч соответствует нормальному распределению, с более высокой концентрацией энергии в центре и уменьшающейся по краям, но «идеальный» не всегда значит «лучший», если говорить о лазерных технологиях.

Проблема с «идеальным» лазером связана с тем, что если сфокусировать пучок в область диаметром менее 0.1 мм, достигается очень высокая концентрация энергии излучения в одном месте, что может привести к повреждению металлических проводов ИС. Решение проблемы кроется в применении оптической системы, которая превратит «острый лазерный скальпель» в «совковую лопату» для декапсуляции, которая снимает материал компаунда, не повреждая тонкие металлические провода. Такой процесс декапсуляции в настоящее время возможен в рамках стандартной процедуры.


- И еще два свойства лазерного излучения, которые непосредственно не влияют на привносимые повреждения проводов, но, используя различные комбинации которых, мы можем добиться серьезных улучшений работы всей системы и работать с самыми разнообразными интегральными схемами. Эти два свойства: форма импульса и средняя мощность. Средняя мощность это энергия импульса, умноженная на количество импульсов в единицу времени. Таким образом, если лазер в единицу времени выдает в два раза больше импульсов с той же энергией, то и средняя мощность такого лазера будет в два раза больше. Каждый лазер имеет оптимальную частоту работы, при которой средняя энергия максимальна. Если лазер работает на более высокой или более низкой частоте, средняя энергия уменьшается, равно как уменьшается и скорость удаления материала компаунда.

Форма импульса это немного более сложное понятие, она является свойством резонатора, но может быть изменена путем добавления дополнительных узлов в систему. Вопрос в том, какая именно форма импульса нам нужна. Типичный лазерный импульс соответствует быстрому нарастанию энергии и быстрому спаду до нуля. Лазер с мощным пиковым значением будет эффективно удалять материал компаунда, но в то же время именно за счет этого осуществляется основное повреждение металлических проводов, таким образом, задача изменения формы импульса – распределить энергию по импульсу более равномерно, сохранив при этом мощность, чтобы энергии хватало на эффективное удаление материала компаунда, но тонкие металлические провода при этом не были повреждены.


И, наконец, дополнительный эффект от более равномерного распределения энергии по импульсу заключается в том, что для некоторых материалов возможно явление переосаждения удаленного материала на поверхность (материал может «остыть» между импульсами, затрудняя удаление материала последующими импульсами и делая процесс менее эффективным), что будет иметь менее заметно при более равномерном облучении.
При этом общая энергия и время, затрачиваемые на процесс декапсуляции, уменьшаются.
Таким образом, учет всех этих особенностей лазерного излучения позволяет добиться быстрого и эффективного процесса лазерной декапсуляции, при этом минимизировав влияние на соединительные провода и элементы самой интегральной схемы.